


| Especificações técnicas |
| Capacidade | ||
| Diâmetro máximo | mm | 4.000 |
| Diâmetro mínimo | mm | 750 |
| Espessura em aço | mm | 20 |
| Espessura em inox, | mm | 10/12 |
| Raio máximo | mm | 450 |
| Flange altura total | mm | 700 |
| Velocidade de rotação do rolo | m/min | 100 |
| Rolo Rebordeador (Superior) | ||
| · Accionamento | Motor hidráulico | |
| · Posicionamiento/Inclinação | Variável por cilindro hidráulico | |
| Rolo Conformador (Inferior) | ||
| · Accionamento | Motor hidráulico | |
| Equipamento |
| 16 bolas |
| Modelos de verificação de fundos e equipamentos de medição |
| Observações |
| Dimensões: Comprimento x largura x altura 5.500×3.050×4.250mm |
| Peso 20.000 kg |
| Ano produção / reconstrução 1967/2016 |
| Possibilidade de substituir o painel de controle original por uma ecrã táctil para facilitar o uso ou fazer uma nova instalação elétrica. |
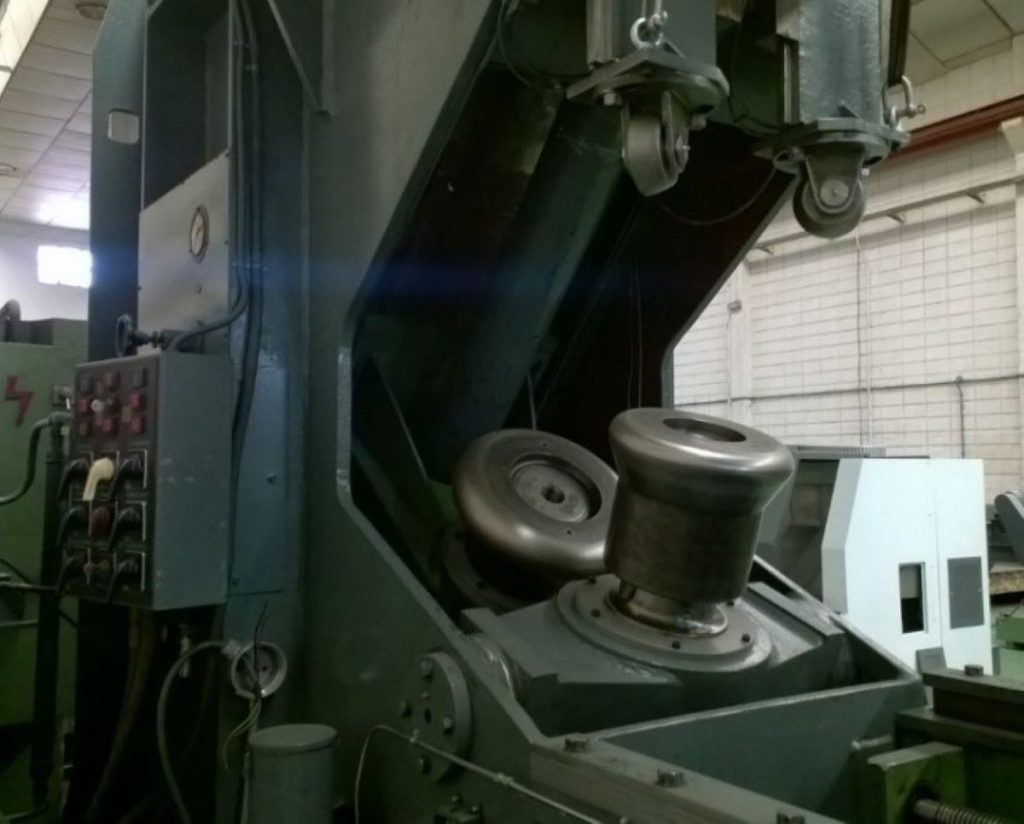
A máquina é composta por uma estrutura mecânica estabilizada e soldada, com uma grande base de apoio e uma ponte superior que incorpora um cilindro de fixação superior que permite uma formação mais rígida e estável.
Na base está o cilindro de suporte de rotação da placa e, no topo, o cilindro de fixação necessário para trabalhar com grandes espessuras. O posicionamento de ambos os cilindros é realizado por meio de um sistema eletromecânico.
O curso do cilindro inferior é de 700 mm, o que nos permite fabricar fundos da mesma altura. Para produzir os menores diâmetros, até 750 mm, um dispositivo de torneamento excêntrico é colocado nas extremidades dos dois cilindros.
A modelagem é realizada girando os dois rolos giratórios (rolo de flange e rolo de modelagem) por meio de motores hidráulicos acionados por um poderoso grupo hidráulico.
O rolo de flange pode ser inclinado continuamente por meio de um cilindro hidráulico, para compensar a deformação do material durante o processo.
O disco está posicionado de forma que a parte inferior fique voltada para o lado inferior. Isso faz parte do princípio de moldagem da Haeusler, no qual o rolo de flange se move radialmente ao redor do rolo de moldagem.
Além disso, o fato de o fundo ser colocado na parte inferior impede que todos os cavacos e resíduos de material interfiram na chapa e deixem marcas. Da mesma forma, o uso de suportes de disco auxiliares é evitado.
O rolo interno entrará em contato com a parte inferior da chapa e o rolo externo executará a pressão de empurrar que molda a peça. O cilindro superior se inclina durante o processo para realizar a modelagem, podendo ajustar a velocidade e a posição durante o trabalho.